摘 要:分析了河北大唐唐山热电有限责任公司1、2号炉ZGM95G型磨煤机在投运过程中,磨煤机拉杆密封及底座密封漏渣、漏粉的主要原因,介绍了处理此缺陷的过程,提出了相应的设备改进措施。
关键词:磨煤机;拉杆漏粉;原因分析
一、故障原因和分析
拉杆密封漏风粉和底座密封漏煤渣、漏灰的缺陷产生原因有很多相同点,也有不同点,应针对现场观察情况给予正确的处理。
1、相同原因
1)密封风压低
表现形式为:密封风压与一次风压的压差△P<2kPa甚至为负数。造成这种情况的原因有很多,如密封风调节门开度不够,密封风管路出现漏点或发生堵塞,设备测点设计不准确等等。
2)检修工艺不规范
由于制粉系统为正压直吹式,磨煤机设备的密闭性就显得尤为重要,尤其在转动部位,这就必须在检修过程中精益求精对一些影响设备密闭性的数据严格测量,不可粗心大意。比如压架的导向板间隙,底座密封的密封风间隙等等。
3)煤质差
煤种的配比对磨煤机运行寿命有很大的影响,如果磨煤机研磨的煤中石子煤量大,就会使渣量突然增加,这对磨煤机的密封系统有很大的伤害,小颗粒的石子煤会通过拉杆关节轴承进入拉杆密封套内磨损拉杆,也会通过刮板室密封风间隙进入密封风室磨损碳精密封环。
2、不同原因
1)设计结构不合理
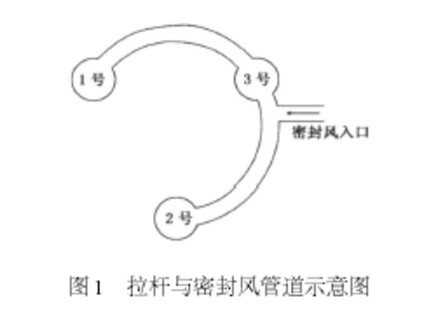
拉杆密封由于其设计原理采用1、3号拉杆串联再与2号并联的结构,使得3根拉杆的密封风分配不均匀,而且1号拉杆还会受3号拉杆影响,如果3号拉杆发生漏煤现象,煤渣就会随密封风直接吹进1号拉杆密封风室,甚至发生密封风管堵煤现象。
2)密封风间隙过大
底座密封装置主要是碳精密封环起密封作用,由于碳精密封环脆硬的特性,必须保证密封风室无杂物,而密封风室内进杂物的途径就是密封风间隙,磨煤机初始安装的密封风间隙要求为1.3~1.6mm,但是随着渣量多或排查不及时等原因会使这个间隙慢慢变大,因此经常会有煤渣进入密封风室,尤其是大块煤渣,对碳精密封环的破坏尤其严重。
3)传动轴磨损
传动轴磨损变细也是底座密封装置漏煤渣的主要原因,由于碳精密封环是按照新设备出厂尺寸设计制造的,正常情况下碳精密封环安装后是与传动轴吻合抱紧的,但是由于传动轴上碳精密封环的工作部位被磨细,使得碳精环尺寸偏大,不再有密封效果,会直接导致密封风泄漏降压,甚至低于一次风风压而漏煤渣。
二、采取措施
由于拉杆密封漏煤渣煤粉与底座密封装置漏煤渣的现象有些共同的原因,可以先从两者共同问题着手。
1、解决密封风压不够的问题
首先,要确定密封风管路是否通畅,可以在拉杆密封风管路靠近拉杆部位割开一个检查孔,检查是否有堵塞现象。另外,还要检查拉杆密封调节门是否卡异物,以便在修后可以根据当时情况调节密封风调节门开度来调节密封风压。有条件的话可以在每个拉杆的密封风室外接一个合适量程的千帕压力表,这样在拉杆漏煤渣后可以较容易地判断出密封风管是否堵塞及堵塞部位。同样的方法也可以用在治理底座密封装置上,底座密封的压力表可以安装在密封风室下部的检查孔上。修后密封风调节门的开度一般掌握在35°~45°,密封风室风压达到14~16kPa为宜。
2、检修工艺力求精益求精
在拉杆密封的检修上,换拉杆密封只是暂时的处理办法,要想彻底解决漏煤渣问题,一定要全面检查。首先,压架导向板间隙一定要适中,两边加起来不得超过8mm,如果间隙过大必须加垫片处理,否则拉杆会在运行过程中大幅度晃动,破坏关节轴承及密封系统;其次,检查关节轴承是否完好,许多时候由于大量石子煤及铁块的堆积容易使关节轴承严重磨损从而让煤渣更轻易地进入到拉杆密封风室内;密封风管内存有的煤渣一定要用密封风吹一遍,否则拉杆密封也会很快损坏。在底座密封装置的检修上也应注意煤渣的堆积,尤其是在碳精环的凹槽中更容易堆积煤渣,一定要在更换新碳精密封环之前将其清理干净。
3、解决入磨原煤煤质差,杂物多的问题
在保证原煤发热量的条件下煤种的配比一定要准确,石子煤不可太多,否则对磨煤机各部件的寿命影响非常大。原煤中的铁块是通过输煤皮带上的除铁器筛选的,原设计为一台运行一台备用,这种运行方式导致给锅炉制粉系统上煤的过程中除铁效率不高,大量铁块进入磨煤机,引起拉杆密封室的堵塞和磨辊卡住等一系列现象。应采用两台除铁器串联,同时运行的方式,才能有效降低进入磨煤机的铁块数量。由于拉杆密封与底座密封装置在结构与部件上有差异,有些问题的解决方式也不尽相同。
4、改善不合理的设计结构
由于3根拉杆同用一根密封风管道,而密封风入口介于2、3号拉杆之间(如图1所示),这就使得3根拉杆的密封风分配不均,尤其是1号拉杆的密封风压明显不足(通过各台磨拉杆密封损坏的顺序及损坏次数发现)并且3号拉杆密封风室内的煤渣很容易通过密封风进入到1号拉杆密封风室内。解决方法是把1号拉杆的密封风管直接接到机座平台下的底座密封风母管上,并安装调节风门,这样既保证了风压又做到了隔绝。
5、密封风间隙过大的治理
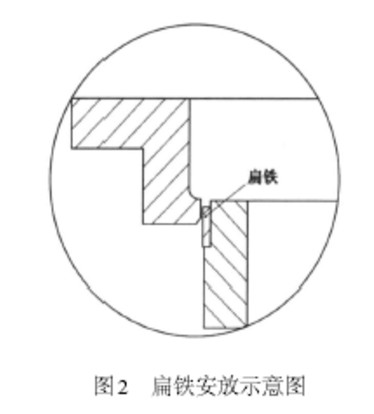
密封风间隙过大是底座密封装置漏煤渣的直接原因,治理方法如下:采用4~6mm厚扁铁(根据间隙的大小选用不同厚度的扁铁)弯成D1869的弧,将其平均分6~8段分别塞进密封风间隙中(安装位置见图2),并用J507焊条点焊固定。在塞扁铁的工作过程中一定要对刮板进行检查,必须保证刮板的完好,刮板下间隙保持在6~10mm为宜,如果不合乎要求,必须进行更换或焊补。更换碳精密封环的工作必须与塞扁铁等工作同时进行,否则只塞扁铁不换密封环会造成碳精环处大量漏风,致使密封风室压力下降,从而使一次风与密封风压差△P<2kPa,达不到Z基本要求。
6、解决传动轴磨损引起的碳精密封环漏渣漏粉措施
为弥补传动轴磨损变细的缺陷,碳精密封环在安装前需要进行改动,改动方法大致如下:
(1)先测量出传动轴的磨损量h,利用公式L=2Ph算出碳精密封环的切割量L。
(2)然后把其中一根碳精密封环按照L的长度用细锯条进行切割,这样碳精环的尺寸才能与传动轴磨擦部位达到吻合。
3 改造效果
通过对该公司漏渣漏粉严重的4台磨煤机进行改造,基本消除了漏渣漏粉问题,尤其在底座密封装置的改造效果尤为明显,至今4个月内没有再发生碳精密封环漏煤渣现象,实践证明这种改造方案是有效可行的,得到了公司领导的认可。为了提高磨煤机运行的可靠性,在今后的实际工作中,还需进一步改进和完善。
4 经济效益
此次对磨煤机的改造使该公司的发电成本大大降低,去年在更换碳精环上损失将近100万元,如今已经有4个月没发生过碳精环漏煤渣的缺陷,磨煤机的非停现象也大大减少。随着市场经济的发展,电力市场竞争也愈发激烈,保证电力设备安全、稳定、经济的运行是优秀电力企业不可或缺的首要条件,今后将进一步加大对设备缺陷的整治力度,尽心尽力保证设备的运行质量。

 湘ICP备2022008471号-1
技术支持
佰联轴承网
湘ICP备2022008471号-1
技术支持
佰联轴承网


